| |
|
Watermax is a leading manufacturer of Sewage Treatment Plants for the industrial and building sector. We involved in the design, supply and erection, of sewage treatment plants The object of the treatment, is to use of combination ofphysical, chemical and biological processes, to remove contaminants from wastewater or industrial effluents so as, make the water fit for discharge or reuse. The water can be treated to adhere to the norms of the statutory, organizations. The treated water can be used for gardening, cleaning, and in toilet flushing lines .The user ends up with a substantial cost benefit, on the working duration of the wastewater treatment plants. We design the plant based on the test report of the customers sample, space constraints and requirements.
Our sewage treatment plants have been running, successfully in diverse sectors such as Industries, Hospitals, Educational, Institutions, Apartments and Hotels spread across the country. We offer, a cost effective and a timely solution to your wastewater disposal needs. After We also provid prompt after sales services for trouble shooting and maintenance of the installed system. |
| |
| Offering a wide range of environment friendly technological solutions, we specialize in sewage recycling and reuse. Our strong national track record and in-depth domain expertise as a water and wastewater engineering specialist are unrivalled in the region. We have the profound ability to identify, design and implement customized solutions within a tight project footprint and time frame. We specialize in: |
| |
| SEWAGE TREATMENT PLANTS |
| |
|
 |
Conventional ASP technology (ASP Technology) |
|
|
Sequential Batch Reactor (SBR Technology) |
|
|
Moving bed bio Reactor (MBBR Technology) |
|
|
Membrane Bio Reactor (MBR Technology) |
|
|
Zero Discharge
|
| |
|
|
|
|
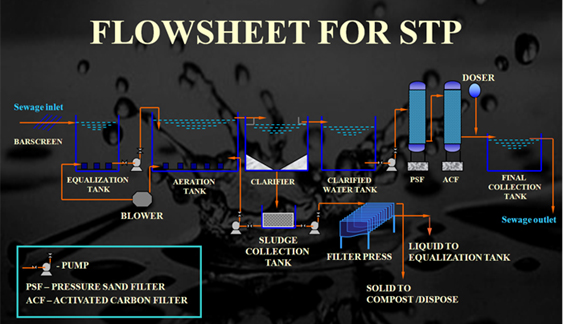
| 1. Conventional ASP technology (ASP Technology) |
|
| Technology and Process Description |
|
|
 |
|
a. Primary Treatment
Primary treatment reduces oil, grease, fat, sand, grit, and coarse/ large solids in the waste water. This step is done entirely with machinery and hence is also known as Mechanical Treatment. |
| |
b. Secondary Treatment
Waste water from the primary treatment stage flows into the aeration tank where the waste organic matter is aerated. Secondary treatment is designed to significantly degrade the biological content of the waste water derived from human waste, food waste, soaps and detergent. This results in the reduction of organic load of the waste water. |
| |
c. Tertiary Treatment
Tertiary treatment is the final stage of treatment which raises the effluent quality to the required standards before it is discharged to the receiving environment. The objective of the tertiary treatment is to filter the residual particles (suspended solids, turbidity, residual organics, colour, odour, colloidal matter) and disinfect the water after it has undergone primary and secondary treatment stages. |
| |
|
| |
 |
| |
|
| |
| 2. Sequential Batch Reactor (SBR Technology) |
| |
|
| |
| Technology and Process Description |
| |
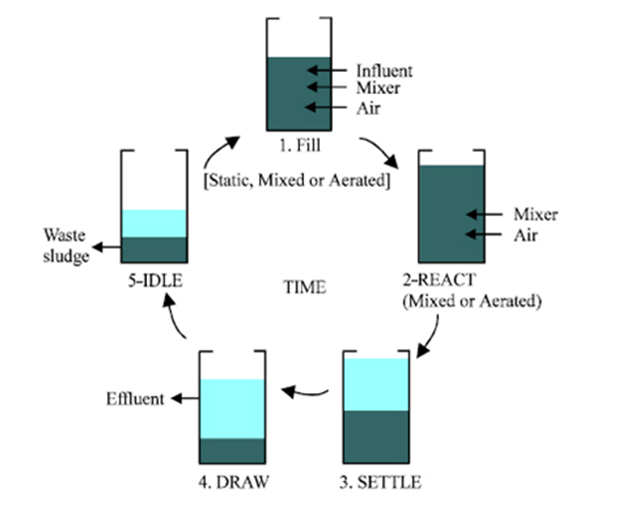
The Sequencing Batch Reactor (SBR) is an activated sludge process working in a batch mode with aeration and sludge settlement both occurring in the same tank. This leads to a reduction in civil costs and less space is required as several steps are occurring in the same tank
There are five stages in the treatment process
1. Fill
2. React
3. Settle
4. Decant/ Draw
5. Idle
The inlet valve opens and the tank is being filled in, while mixing is provided by mechanical means (no air). This stage is also called the anoxic stage.
Aeration of the mixed liquor is performed during the second stage by the use of fixed mechanical pumps or by transferring air into fine bubble diffusers fixed to the floor of the tank.
No aeration or mixing is provided in the third stage and the settling of suspended solids starts.
During the fourth stage the outlet valve opens and the "clean" supernatant liquor exits the tank.
|
| |
 |
| |
|
| |
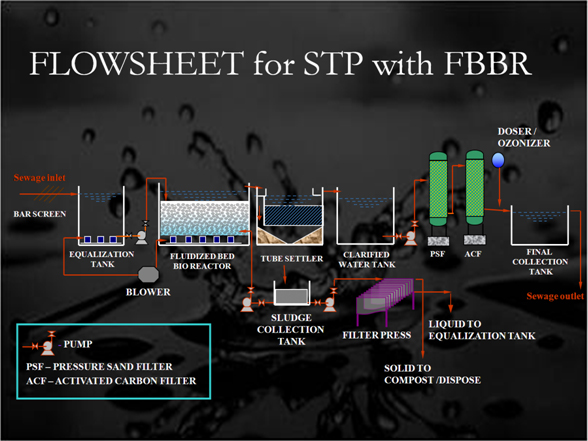
| 3. Moving bed bio Reactor (MBBR Technology) |
| |
|
| |
| Technology and Process Description |
| |
Moving Bed Bio-Reactor (MBBR) technology is based on the bio-film principle with an active bio-film growing on small specially designed plastic carriers that are kept suspended in the reactor. It is one of the advanced biological treatment processes which have a great potential for the simultaneous and efficient removal of nutrients along with organic matter. It is a process coupling suspended activated sludge and attached growth process in a single system. The technology utilizes the advantages of both activated sludge and other bio-film systems (e.g. bio-filters, bio-rotors etc.) without being controlled by their disadvantages. The carriers are designed in such a way that it provides a large protected surface area for the bio-film and optimal conditions for the bacteria culture while suspended in the water.
It is also known as Fluidized Bed Bio Reactor. In fluidized bed bioreactors the waste water is fed upward to a bed of 0.4 to 0.5 mm sand or activated carbon. The bed depths are in the range of 3 to 4 m with the specific surface area of about 100 m2/m3 of the reactor volume.
Up flow velocity is 30 to 36 m/h. The hydraulic retention time in the FBBR is ranging from 5 to 20 min. For aerobic applications re-circulated effluent is passed through an oxidation tank to pre dissolve oxygen. Adding air to the FBBR would discharge packing to the effluent. For waste water treatment, FBBRs have been used mainly for the post de-nitrification. Aerobic FBBRs are frequently used to treat groundwater contaminated with hazardous substances. |
| |
 |
| |
|
| |
| 2. Membrane Bio Reactor (MBR Technology) |
| |
|
| |
| Technology and Process Description |
| |
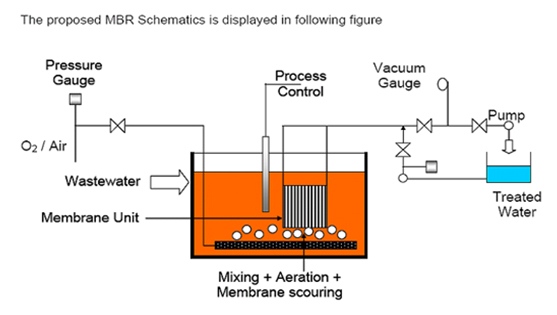
MBR system is a progression of the company’s proven sewage treatment technology for handling grey and black waste water. Membranes act as a barrier to bacteria and suspended solids to produce a low turbidity treatment plant effluent with very low bacteria counts.
MBR is the combination of a membrane process like microfiltration or ultra filtration with a suspended growth bioreactor. This very compact arrangement produces a MF/UF quality effluent suitable for reuse applications or as a high quality feed water source for Reverse Osmosis treatment. The MBR process can be employed in activated sludge processes, using the membranes as liquid-solid separation instead of the usual settling. It has high separation property due to trans-membrane pressure, blocks sludge & large molecules in the membrane letting clear water to permeate through.
MBR PROCESS
- Pre-Treatment
- Pre Screen
- Oil & grease removal
- Sand removal & fine screen
- Bio Reactor
- Submerged membrane/Airlift membrane
- Air blowers diffuse air to the wastewater
- Balance sludge discharge through pump
- Clear water will be permeated out by self priming pump at vacuum pressure through MBR Modules
|
| |
 |
| |
| |
| Sewage Treatment Plant Capacities: |
 |
|
|
Capacities ranging from 10-500 KLD |
|
|
Packaged STP systems |
|
|
| |
| WATERMAX Sewage Treatment Plant Highlights: |
| |
|
|
Customized technologies to suit stringent site conditions |
|
|
Consistent supply of treated water |
|
|
Low operating & maintenance cost |
|
|
Minimum foot print area |
|
|
Low power consumption |
|
|
Minimum use of chemicals |
|
|
Focus on ease of maintenance while designing |
|
|
Trained team for installation & after sales service |
|
|
Environment friendly systems |
|
|
Plants with parameters meeting PCB norms |
|
|
Overcomes factors of space and height constraints |
|
|
 |
|
| |
| Watermax Advantage for STP: |
| |
|
|
Ready to use Systems |
|
|
Easy to Install |
|
|
Fast Delivery |
|
|
| Operational Support and Commissioning |

|
|
|
| |
